|
|
追本塑源 |
|
見微織著 |
|
飲水織源 |
|
織無不盡 |
|
|
鑑往織來 |
|
織易行難 |
|
織成一團 |
|
相關織源 |
|
|
|
|
|
|
參觀染整廠
|
|
|
|
進入染整工廠,最直接的感覺就是「熱」。這也是塑膠織品的特性,因為塑膠的結構需要靠高溫來撐開它,才能順利地進行染色。這點跟織造廠一直開著空調的感覺,是完全不同的。
 |
|
|
研究塑膠紡織的第三步,就是去拜訪染整工廠。 |
↑前往雅昌實業公司拜訪,收穫豐富的一天。 |
Q1:染整廠的動能?
從早期就開始使用太陽能,希望能夠讓工廠所消耗的資源越少越好。
Q2:染整的作業方式?
客戶端下單→調好客人想要的顏色(打色、定色)→檢測染料的牢度、去除油脂、去除雜質→正式進廠染布(現今染色的機器仍以水洗為主。)→把貨物送出。
Q3:染布的染料可以分為哪些?
| 布料材質 | 適用染料 |
| 特多龍 | 分散性染料 |
| 尼龍 | 酸性染料 |
| 棉 | 反應性染料 |
P.S.以上三種染料皆為化工染料,其中,以染棉質布料的色牢度最好。
原料中一定不可以添加重金屬,進貨時,工廠自身會檢測。而染料的來源,現今多是中國製造,多採自礦質,但是,因為價格起伏大,而且 染料本身具有較高程度的汙染性,所以近年價格飆漲了60%。
Q4:染料的污染工廠會如何處理?
我們不會任意排放廢水廢料,一般都是經由工廠內部先做初步處理,但畢竟有些高度污染的問題無法自己解決,同時回收回收利用部分廢水。 另一部分無法再利用的廢水,就會交由汙水處理廠來處理,處理完之後再排放,而不會私自排放。
Q5:工廠染布一次至少需染多少重量、最多可染多少重量?
染布重量依客戶需求而定,通常沒有限制。一般而言,只要有5公斤 的布料,我們就會接訂單,進行染色。而一次染色最多則可以達到1000公斤。這是以大染缸而言。
在正式染色前,我們還會使用小染缸先行打樣。一般只需使用4公克的布料進行試樣 ,樣本的顏色出來後,經過測試,然後通知客戶確認。客戶接受之後,才會正式進大染缸染色。
Q6:染布後的成品,牢度的高低取決於何者?
(1)染料的成本一般市價約1公斤70元,但有些公司為了搶單,把價錢降到1公斤40元 ,其實這樣反而不好,因為原料成分不好,染色出來的成果就會受到影響。
(2)製作過程中水洗不夠、固色不足,也會降低色牢度。
(3)染料的鮮豔程度越高,牢度就越低 ,所以越鮮豔的衣服,褪色的可能性越高;若不會褪色,那當中一定添加了更多的助劑,防止它褪色。
P.S.近年的市場狀況是:景氣不好,鮮豔染料的需求度越高。
Q7:顏色太深的處理方式?
(1)拔色,然後重新染色。
(2)如果無法解決的話,就把布染成黑色。
(3)若拔色過後材質遭到損毀,無法修補,則會賣給成衣商或庫存商,繼而可能會銷售至落後國家。
(4)不同的材質染色因為所適溫度不同,可以同時染色。
 |
 |
|
訪談董事長,讓我們收穫良多。從訪談中也能明白,董事長對於企業的想法,以及對整個企業市場的眼光。 |
|
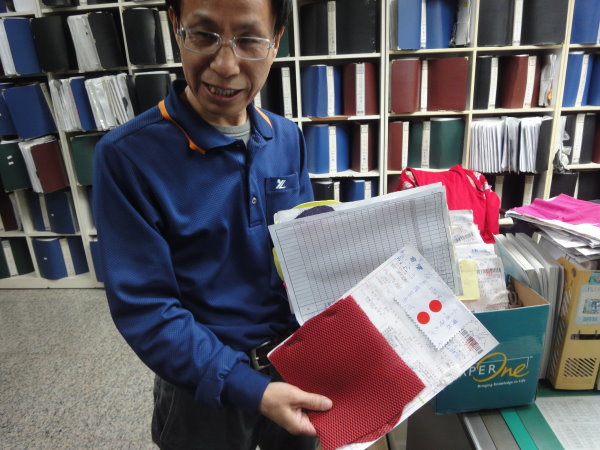
在正式進工廠參觀前,廠長先帶我們參觀了技術課,也就是所謂的實驗室,它就像一間小型的染整工廠,所有布料要進廠前,都要先經過技術課的測試,並請客戶確認後,才能正式發染。因此,當我們走進技術課,映入眼簾的就是成堆的染色資料,五顏六色,令人眼花撩亂。廠長介紹說,這些都是測試樣本,雖然現在基本以電腦選色,但過去的數據還是最踏實的經驗,留著這些樣本,可以為他們的作業節省不少時間。
 |
 |
 |
 |
|
進入技術課,五顏六色的訂單讓我們眼花撩亂。廠長說,這些都是一步一步累積的經驗,是電腦無法取代的部分。 |
|
 |
 |
 |
 |
|
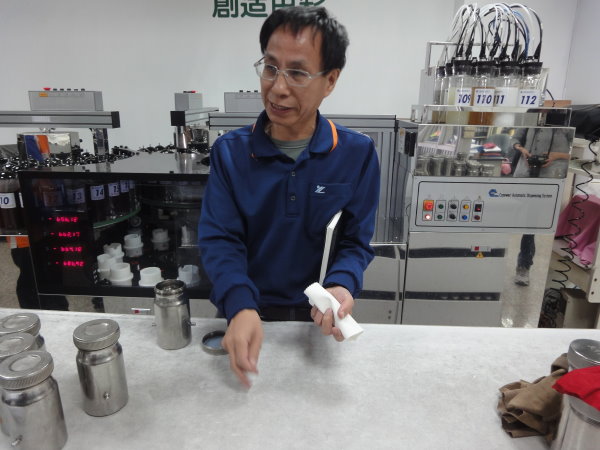
這裡是配料區,整個櫃子擺滿各式各樣測試的染料。配料時多半使用水加上染料,染料則是粉末狀的。經由配料區配好染料,就可以送進滴液機裡,抓取配方了。 |
|
 |
 |
 |
 |
|
上面兩張圖是滴液機,共有兩台,一台是酸性染料、一台是分散性染料。每一瓶染料上都有數字標示,經由電腦輸入數據,機器會計算電腦的配方比例,依照所選取的數字抽取染料,滴入下圖桌上的鋼瓶(滴管)中。每一個滴管,就是即將測試染色的容器。左下圖中,放滴管的桌子後面的櫃子上,還可以看到一堆胚布,即是要打樣測試的布料。將布料放進已滴入染劑的滴管後,即可放進小染缸進行染色。 |
|
 |
 |
|
若僅僅依靠經驗和訂單樣本來選擇配色,當然是不夠的。因此技術課還製有依比例測試後的色卡,提供打色時,能更快速調配出客戶所需要的顏色。 |
|
 |
 |
|
這是另一台滴液機,在其右上方有許多支裝著透明或乳白色液體的滴管,那些就是助劑。在調配染料的同時,也可經由電腦的設定,將助劑滴入,同時測試布料染色的情形。 |
|
 |
 |
 |
 |
 |
 |
|
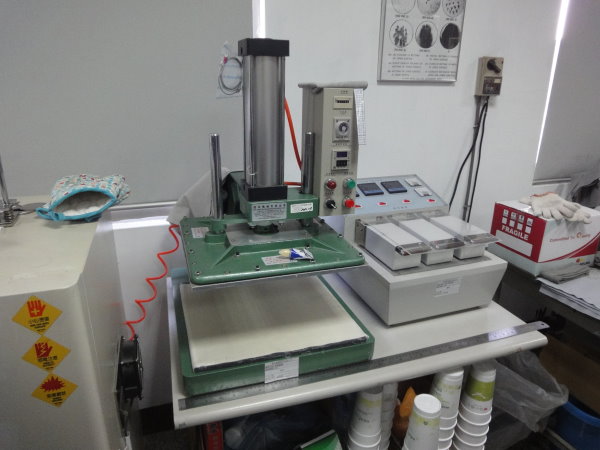
技術課中還包含了測試區,大多數外在因素所可能產生的牢度問題,都可以藉由這裡的設備進行測試。中間左邊照片中的機器則是小型的染色機,布料經由染色後,在這些機器間進行測試,可以讓客戶預先知道,成品牢度的可能情形,以決定是否修改訂單。 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
※染料:
染布最重要的是染料,原料的不同會影響染出來的布的品質,為了讓一般民眾使用的安全又放心,所以工廠在染布前都會嚴格把關染料的來源,穩定品質。
如今,市場上較常使用的染料,多半從中國大陸進口,主要以礦物染料為主,染色前都要經過檢驗,絕不可以含有重金屬的成分。部分布料是用色紗織成,這類布料在染色過程中,也有一定的局限性。
※胚布:
胚布的質料決定了要使用的染料。雅昌實業公司主要使用的布種,為尼龍和特多龍兩種基本布料,以及以這兩種為基礎的混和布料。
尼龍和特多龍的特性不同,所以使用的染料也不盡相同。尼龍染色較容易,只需在常溫下加以高壓,就可以進行染色,所使用的染劑是酸性染料,所需溫度約98℃以上即可;特多龍的纖維較緊密,需要在高溫高壓下,才能成功進行染色,一般所使用的染劑為分散性染劑,所需溫度至少要130℃以上才可以染色。
※下表為尼龍和特多龍染色特性的比較:
| 布料材質 | 所需溫度 | 所需壓力 | 所用染料 |
| 尼龍 | 常溫98℃以上 | 高壓 | 酸性染料 |
| 特多龍 | 高溫130℃以上 | 高壓 | 分散性染料 |
※助劑:
在染料中,除了顏料以外,依據不同布料所添加的「助劑」,也是相當重要的成分。較常使用的助劑有:
1.冰醋酸:
主要扮演著「助染」的角色。因為布料遇到酸性物質,會加快其染色速度及效果,所以一般都使用冰醋酸,亦可以檸檬酸來替代。
2.均染劑:
顧名思義,是要使染出的顏色均勻。一般使用在包含著兩種材質的布料,因為不同材質所能進行染色的溫度不同,所染出的色塊就會產生界線。為了均衡不同材質間的色塊狀態,提高色牢度,就會使用均染劑,均衡兩種染劑間的染色溫度,將兩種布料染色的溫度差拉得較接近,色塊之間的界線就會模糊許多,而使顏色顯得更自然。
3.柔軟劑:
主要使布料柔軟。依客戶需求,添加不同的比例。
4.樹脂:
主要使布料變硬。依客戶需求,添加不同的比例。
5.抗菌劑:
依需求添加,目的是為了防臭、除菌。例如:防臭襪即是添加了抗菌劑。
 |
 |
|
這是原料存放區。進去的時候,總會聞到空氣中有化學氣味,廠長說,因為原料是粉末狀的,所以即使在如何隔絕空氣的流動,還是會有顆粒飄浮在空氣中。若穿著一些較易被染色的衣物,有時候還會因此而沾上染料顆粒。 |
|
 |
 |
 |
 |
|
這是胚布貯放區,主要是等待精煉,之後才可以進行染色。 |
|
|
|
一匹一匹的布原本都是沒有連接的,所以必須要用縫紉機把將布料之間相互銜接起來,這道過程主要是為了方便染色時,入布的流暢性。一開始先由機器攤平、上升,染布前要先打結,同時將布料的兩側邊緣,相互對應縫起,形成圓筒狀的布料。如此一來,整段布就可以接連不斷地經過精煉、染色,之後再進行展布,即可回復成一匹布的寬度。
 |
 |
 |
 |
|
左上圖中,廠長示範著如何縫布,並且說明為何要先縫布。原來是為了讓布料的染色均勻,不會因為皺褶而有些部分不易染到顏色。 |
|
|
|
染布之前,還有一道相當重要的工序,叫做精煉。雖然不是每一種布料都需要經過這一關,但它卻是一道很關鍵的工序。精煉又被稱作水洗,所使用的機器是水洗機,主要目的,是要在染色前,去除胚布本身的雜質、油脂等等會妨礙染色成果的事物,一般會加入氫氧化鈉;另外,若是具有彈性的布料,通常也會經過精煉,加入乳化劑一類的物質,使布料鬆弛,之後才更容易提升染色的品質。
 |
 |
|
左圖是水洗機,布料在此去除雜質、油脂等等。右圖則是使具有彈性的布料鬆弛,以避免染色不均勻的情況。 |
|
|
|
染色的過程一般可分為三個步驟:入布─染色─出布。
布料精煉過後,即可運送至染色區,進行染色。雅昌公司所使用的染色機,主要是運用水流及氣流對流的方式,進行輸送。於是我們在「入布」這個步驟看到了一個非常神奇的景象,那就是胚布竟然會自己跑進染色機裡!
經由廠長解說,原來染色機的密閉缸裡有好幾個輪狀的凹槽(一般一台機器是4個),藉由水流的力量,當輪狀凹槽轉動的時候,就會產生吸力,繼而能讓布料自動被吸進去。至於密閉缸中的染料,則由原料課那邊,直接配料之後,以管線輸送過來,就可以進行染色了。
染色的過程中,所需要的是高溫及高壓,並且依照不同材質,對於溫度會有不同需求。雅昌實業公司所染色的布料種類,主要以尼龍和特多龍為主。尼龍使用的是酸性染料,所需的溫度較低,大約98℃即可開始染色;而特多龍由於質地較密,所使用的是分散性染料,大約需要至少130℃才能開始染色。而藉由不同材質所需不同染色溫度的特性,也可以同時在染缸中加入兩種顏色及性質的染劑,在某些多種材質織成的布料上,進行2─3種顏色的染色,立:三明治布。同時,密閉缸中的輪狀凹槽則會不斷旋轉,並且是成3D的方式轉動,最主要的因素,就是強化布料染色的均勻程度。
當然,染布的材質跟要染的顏色會互相影響,當然也會影響到顏色附著在布料上面的附著性,所以要染布之前都必須先將布的材質和染的顏色互相對好在進行染布,否則可能會造成反效果,可能造成的反效果。若是染布前,對色及定色沒有做最完善的確認,而染出的顏色又不符合客戶的需求,就必須以拔色的方式,重新再做修補,然而工期是否能按時完成,則又是未知數了。
P.S.我們曾詢問過,若不能夠成功拔色,即布料顏色無法再調整,那該怎麼辦?董事長的答覆是,只好重新取一匹布料來重新染色,先前的布則染成黑色後外銷成衣廠,或者賣給庫存商,再銷售給經濟較落後的國家等等辦法,這當然是最下策的辦法了,幸好材料還是不會被浪費,塑膠類的回收再利用,終究有其運用的管道。
最後的出布,即是染色完成後,密閉缸減去壓力及溫度後,將布取出。整個染色的過程,於此告一段落。
 |
 |
 |
 |
 |
 |
|
上面三列照片分別是:「入布─染色─出布」的完整過程。廠長還特地將密閉缸打開,讓我們看看清楚布料在缸裡染色的方式,果然是以旋轉的方式完成。 |
|
 |
 |
 |
 |
|
上列是配料區,經由管線,可輸送到下列的染色區。而這些染料及助劑,再經由管線,配送到各個染缸當中,進行染色。 |
|
|
|
剖布是在染色完成之後才進行的。剖布是一道過渡的工序,為了方便後面作業的進行。主要是由於染色前,必須將胚布兩側邊緣相互對應、縫起,之後經過精煉、染色後,在布料加工前,則可以將原先縫起來的部分剪開,然後進行後續的作業流程。
 |
 |
|
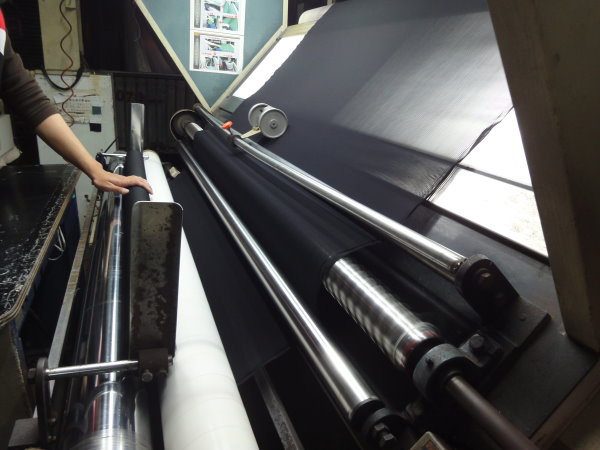
上圖是剖布機,布料染色後經由剖布,將其攤開成原來的布幅。(不要懷疑,上面兩張照片中的布料的確已經染色,是染淺灰色,所以看起來很像白色。) |
|
|
|
染色完成之後,則進入烘乾的階段。使用烘乾機,可以將布料中多餘的水分去除,同時增加手感的平衡性,接著以高溫來穩定布料的大小、顏色及縮水程度,這個步驟稱作定型,雖然布料在染色的同時都有加入固色劑,但是,定型這一道工序對布料色澤及大小的最終成果,還是有著決定性的影響。一般而言,特多龍材質布料必須維持在130℃,而尼龍則需要維持在至少180℃的高溫下,進行烘乾及定型。因此,當我們走在烘乾機及定型機周圍時,都可以感受到高溫所產生的熱度。烘乾及定型的目的,一方面,可增加布料的固色能力,經由高溫將顏料再次加壓進纖維的孔隙中,布料就能減少褪色的可能性。另外,部分具有彈性的布料,在經由濕度及溫度的變化之後,可能會產生很明顯的差異,即是牢度較差的布料種類,因此必須使用定型的方式,以減少因彈性所產生的布料大小的改變程度。經由烘乾、定型,可以提升成品在縮水及褪色部分的牢度,使產品的重量、大小固定,誤差值減少,繼而生產較好品質的產品。
※定型分前定及成定(後定):
染布的過程有許多程序,其中又分為前定和成定(後定)。
前定是在染布後先將部分特殊種類的布料做一次定型。依照布的布種,一般材質的布,不一定需要前定,但是多數具有彈性的布料,則需要較多次的定型,才能維持其彈性及品質。
成定則是染布後的最終定型。以一般的布料而言,多只需要經過後定,即可完成。成定這個程序對每一匹布料而言,都是必需的,布料在染色或者烘乾之後,會產生縮水、扭曲、伸縮度不佳等情形。經過成定之後,染色的工程才算告一段落。
 |
 |
 |
 |
|
這裡是烘乾機,目的是脫去水分,並進行定型。這座烘乾機的形體非常大,廣是圖中所看到綠色箱子,在這個烘乾的結構裡,就是由8個大箱子連接而成。可見一匹布料要烘乾,是一件多麼龐大的工程! |
|
|
|
有些布料在染色完成之後,還想要做其他特別的處理。則在烘乾之後,可進行後加工的程序。
一般而言,後加工的程序有兩大類:一是添加其他藥劑,改變布的質料;另一種則是改變不了表面的觸感,例如:刷毛、磨毛、剪毛等等方式。
工廠裡有刷毛機及磨毛機,兩者結果的差別,在於觸感的差異。刷毛機使用的是「針」,一根根的細針在布料表面破壞纖維的平整性,以達到表面產生毛料的質感。並且根據針的長短及軟硬程度,還可以刷出不同長度的毛。由於使用針所破壞的纖維長度較長,因此,刷毛之後的布料,毛面也較長、較軟。
磨毛機則是使用「砂紙」。將一整圈的砂紙安裝在機器上,接著啟動開始摩擦布料表面。同樣運用破壞纖維的方式,使布料表面因此而起淺淺的一層毛球,但因為砂紙破壞的張力較小,因而磨毛的結果,只是布料表面多了一層毛料的觸感,但毛面較短。
| 後加工方式 | 使用工具 | 加工效果 | 加工方式 |
| 刷毛 | 針 (可分軟、硬) |
毛較長、較軟 (表面纖維破壞較多) |
可彈性變化,纖維長短可依需求而定。 |
| 磨毛 | 砂紙 | 毛較短 | 變化較少,僅布料表面起毛。 |
 |
 |
 |
|
|
上面的照片是刷毛機,近看可以看到一根根很細小的針;下圖則是磨毛機,機器上很明顯是使用砂紙,作為磨毛的工具。 |
|
 |
 |
|
這是展布機,經由展布,可以使布料的伸縮性更固定,而不會產生過大的差異。 |
|
|
|
經過定型之後,接著就是最重要且最謹慎的一個步驟,那就是驗布。驗布是在包裝出貨前相當關鍵的程序,主要是針對布料的品質、顏色,做最後確認。當然,確認的標準,還是要以客戶的要求作為基準。經由驗布,可以盡量確保布料出貨前的品質及狀態,降低銷售風險,同時豎立公司良好口碑及穩定的信用。
驗布的過程非常細膩,需要工人們的細心及耐心。我們看到工人們依照配方單子上的各個項目,從重量、寬度到光澤、顏色、質料等等部分,一段又一段相當仔細地檢查了一番,才又換下一段,繼續查驗。像是顏色是否是客戶想要的,或者是布有沒有損毀,更仔細的部分就是染色是否均勻等等,真是一道相當繁瑣,又至關重要的程序呢!
 |
 |
|
這裡是驗布區,工人在此進行最後的檢測,量取布的重量並進行裁剪,最後形成一大綑一大捆已染好色的布。 |
|
|
|
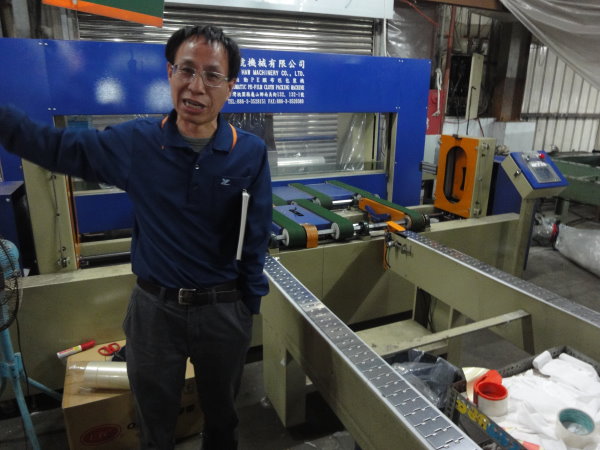
布經過染色、烘乾、檢驗等等多項工程之後,最後就是包裝。將一大匹布以粗的紙管或塑膠水管為中心,慢慢的綑,捆完之後就會是一捆捆的差不多等重量的成布。然而捆布可沒有想像中簡單,雖然整到工序可以使用機械協助,但同時也需要相當的人力才能順利進行,工人在一旁操作機器,而機器零件、功能複雜,能處理妥善,可也是需要一番經驗呢!
一大匹的布完成之後,就是一大捆一大捆的布了,避免運輸過程有灰塵或者是不必要的錯誤,必須在布的外層裹上一層塑膠袋,成為外包裝。之後,就可以推到出口區,等待客戶通知,然後將貨物送到客戶指定的地點,並且簽收、確認,整筆訂單才算告一段落。
 |
 |
 |
 |
 |
 |
|
這裡是最後一道出貨前的步驟,也就是包裝區。經由包裝與註記,就可以通知客戶取貨了。 |
|
 |
|
|
最後,仍舊以一張大合照來做個小結語。 ※總結及感謝: 在校長(前排右二)的帶領下,我們順利地拜訪了雅昌染整廠。其間,董事長的熱情及協助,讓我們印象深刻,也相當感動。兩個多小時的參訪行程,除了知識上滿滿的收穫以外,還有說不完的感謝,溢於言表。希望這次製作的專題,能讓更多人因此而更深入認識「塑膠再生產業」。 |
|
你以為與染整相關的知識這樣就沒了嗎?
想了解更多相關問題,請繼續閱讀「染整Q&A」。
圖片來源:芳苑國中資訊社Smile Forever小組、校長的相機