|
|
追本塑源 |
|
見微織著 |
|
飲水織源 |
|
織無不盡 |
|
|
鑑往織來 |
|
織易行難 |
|
織成一團 |
|
相關織源 |
|
|
|
|
|
|
參觀織造廠
|
||||
 |
||||
|
研究塑膠紡織的第二步,就是去拜訪塑膠紡織工廠。 |
↑在校長(右四)帶領下,前往宏諦實業公司,拜訪總經理(右三)。 | |||
參訪之初,我們拜託校長先以電話與宏諦企業提出需求。因此,參訪當天,宏諦公司的總經理就先為我們安排了一場簡報說明,主講人是公司的研究員:黃大哥。
 |
 |
|||||||||
|
首先介紹的是芳苑工業區的產業活動情形,以及產業間形成的產業鏈情況,以「回收業→碎塊、抽絲→織造業→染整業」為主,形成相互連結的關係。而宏諦實業公司,正是扮演「織造業」的那一環。 |
||||||||||
 |
 |
|||||||||
 |
 |
|||||||||
|
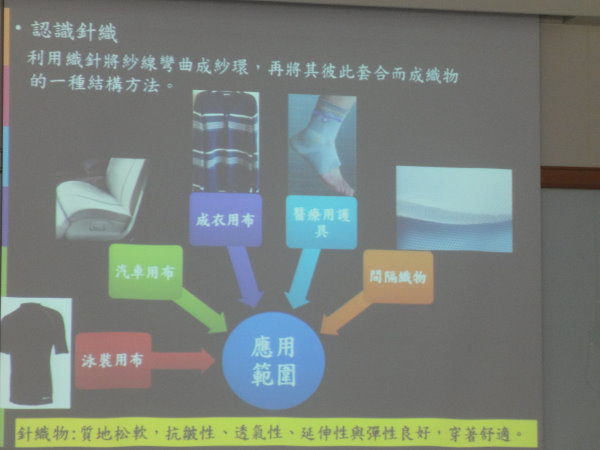
接著介紹了紡織廠的作業流程,讓我們在進入工廠參觀前,先對紡織流程先有一個大概的認識。 介紹的內容主要分為「領料」、「整經」,及「織造」三大區。而織造的方式,則是以經編機為主要生產主力,因為機器運作速度快。另外還有圓編機,可織造不同用途的布料。 |
||||||||||
 |
最後,簡報中提到了產學合作。主要對象是與科技大學一些相關科系合作,讓有意從事織造相關工作的人,可以進工廠實習,進而針對織造技術及市場調查等進行研發及研究,所欲培養的,是技術方面的人才。 |
|||||||||
 |
 |
|||||||||
 |
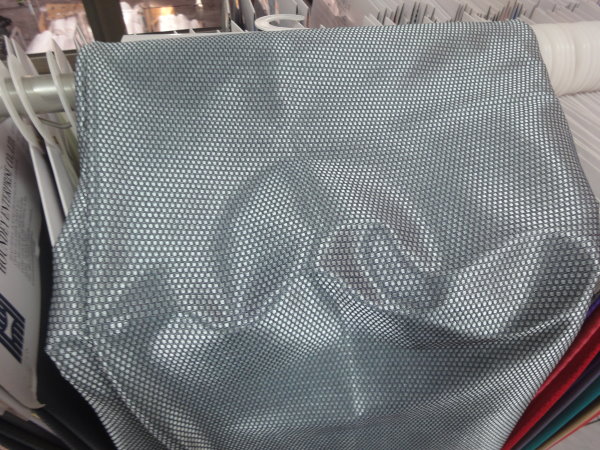
除此之外,黃大哥還預先介紹了宏諦公司生產的布種。主要有「萊克布」、「網布」、「三明治布」等等。 1.萊克布:是一種具有彈性的布料,絲線成分中加入了OP(彈性纖維),可用來製成泳裝類的衣服。 2.網布:不具彈性,是以上下兩層不同材質的絲織成,多用來製成包包。 3.三明治布:則是在兩層同種類的布料間,又再加入第二種質料。例如:尼龍加特多龍。同樣不具彈性。 |
|||||||||
| ↑我們在試拉這些布料的彈性,真的有差別呢! | ||||||||||
|
||||||||||


![]() 原料與織法:
原料與織法:
1.原料:
紡織業所使用的纖維可分為兩種,一種是短纖維,另一種是長纖維。短纖維一般為天然纖維,例如:羊毛、棉、麻等等;長纖維則可以人工生產,我們所參觀的宏諦紡織業所使用的,即是人造長纖維,例如:尼龍、聚酯等等。
※下表為短纖維與長纖維的比較:
| 纖維長短 | 纖維類型 | 長短定義 | 纖維特性 | 舉例 |
|
短纖維 |
天然、化學纖維皆有 |
有限長度內的纖維 |
長纖維長度較長、韌度較強、光澤及整齊度較好 |
羊毛、棉、麻 |
| 長纖維 | 化學纖維較多 | 纖維長度無限 |
天然:蠶絲 |
2.織法:
布料的織法主要分為平織和針織兩種,我們所參觀的宏諦紡織工廠所使用的是針織法,又可區分為經編及圓編兩種機器類型,所生產的布料性質當然也有所差異,布料的用途也不相同。
※下表為經編機與圓編機的比較:
| 針織機器種類 | 紡織方向 | 所用紗線 | 針數 | 針速 |
| 經編機 | 縱向 | 須整經 | 較多 | 較快 |
| 圓編機 | 橫向 | 不須整經 | 較少 | 較慢 |
(以上資料由《日贏紡織》網站及參訪宏諦公司後,整理而成。)
 |
 |
 |
 |
|
剛入庫的線紗,總是一袋一袋混亂地擺著,或者是一小捆的線成堆堆著。我們很好奇這樣要怎麼穿針、怎麼織布? 不過,即使只是原料,也是有講究的。 絲線可分為「原絲」和「加工絲」。左下這張圖中的絲線即是原絲,是塑膠類抽絲後最基礎的產品。原絲看起來就很普通,也沒什麼彈性和光澤。 而右下這張圖,則是有光面的絲線,即是加工絲,是經過加工後,使絲線看起來表面亮亮的,而且這些光面的絲還有不同光面程度的差別呢!依程度不同,主要可分為:無光紗、半光紗及亮光紗。 |
|
 |
 |
|
再如上面這款紗線,也是加工絲的一種。在這種紗線中加入了OP(即彈性纖維),可以使絲線具有較好的彈性。短短五公分的紗線,可以拉到約兩公尺的距離。在試驗的過程中,我們都很怕把絲線拉斷,但在黃大哥的保證下,最終真的驗證了這種紗線的彈性。 |
|
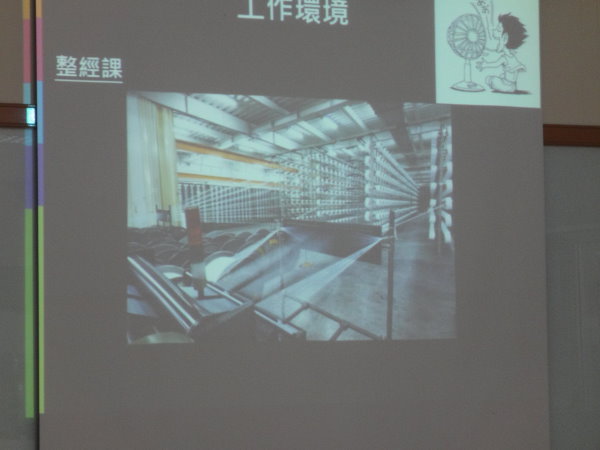
![]() 整經課:
整經課:




看完原料後,進入整經的部分。
「整經」在織造過程中是一大學問,從插紗到整經機運作的過程中,都必須以人力完成。
第一個步驟就是插紗,也就是將小綑的紗線一個一個排在架子上,接著,將盤頭(一個黑色很大的圓形,中間繞著很多絲線)在整經機上固定好,再將紗線拉到整經機上,把紗線捲在盤頭上,然後把線穿到機器上,完成接紗及插紗的步驟,這些步驟,都需要靠人力來進行。插紗、接紗、穿紗等等項目完成後,紗線就可以在機器上面正常運作了,且在捲動的過程中,也不致纏繞在一起,因而整經機的運作,加速了整理紗線的速度,也提升了紡織的效率。
每台整經機都會在啟動前設定好所要的絲線種類、數量及重量,以方便之後放上經編機織造時,可以更快速、便利地完成排紗、織造的工作。令人嘆為觀止的是,整經機上的絲線數量都是以千計算的,在高速的運轉下,總覺得眼花撩亂。
 |
 |
|
工人們正在整理原料,進行整經前插紗的動作。插紗時,必須估算好所需重量及種類,然後將紗線一綑一綑擺到架子上。完成後,就是成排的、準備整經的紗線了。 |
|
 |
 |
|
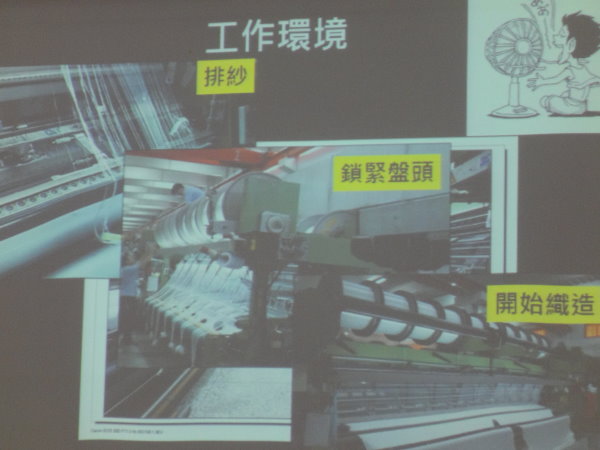
將紗線接到整經機上,還是人力的一部份。在接紗、穿紗完成後,我們看到整經機開始高速運轉。完成後的狀態就如右圖,以大盤頭的形式呈現,每個盤頭上都會註明著該紗線的材質、線紗數、重量等等內容。 |
|
![]() 經編課:
經編課:



整經後,就可以進行紡織了。把一個個巨大的盤頭,整齊的排在機器上面,然後鎖緊,再將每一條的紗線,對齊每一根針,完成排紗的工作,就可以開始紡織了,每台機器大約有三、四千條紗線,這麼龐大的數量卻只能倚賴人力完成,據說一位熟練的工人,只需要約30分鐘的時間,就可以完成。而排紗的工作,也是整個紡織過程中,需要人力運作時數最長的一個步驟。一旦排紗完成,即可啟動機器。經編機在構造上以「排」為單位,多數的經編機多是將盤頭排成「二排」或「四排」兩種。成排的紗線以高速在機器上穿織著,在機器化和電腦化的控制下,不需多久時間,就可以完成一匹布了。而宏諦公司所使用的經編機上,竟然還裝設了紅外線,用來偵測布料是否有皺摺、不平均,以及紗線是否斷裂呢!
由於紡織所使用的機器皆是金屬類的結構,所以室內必須保持恆溫恆濕的狀態,因此,紡織工廠裡都全天候開著空調。
 |
 |
|
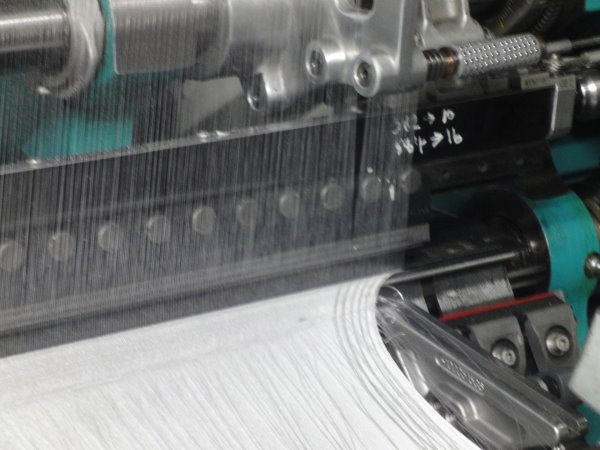
這就是經編機!將整經好的盤頭放到經編機上並鎖緊後,機器即開始運作。從右圖可以看出,這台經編機具有上下兩排盤頭,所以可以織出雙層的布料。經編機旁邊都寫有數據,那是每次織布所需的重量、類型及針數等等,都需要一一記錄。 |
|
 |
 |
|
仔細觀察,會發現經編機上承載著密密麻麻的絲線,而這些絲線都是以縱向的方式運作的,每一根絲線,都穿著一根針。由於高速運作,我們幾乎看不到機器上的針。只見胚布不斷地被織出來,證明真的必須穿針引線,才能完成。 |
|
 |
胚布被織出來時,可以同時進行裁切。左側這張照片中,即是依客戶訂單進行裁切的胚布。 因此,我們發現,儘管每架經編機的大小看起來都差不多,但是機器上正在運作的布料寬度卻有所差異,詢問之後,經由黃大哥的解釋,並且拿了幾張寫著配方的單子給我們看,才發現就連每台機器上的胚布花紋也不一樣。其關鍵之處,竟是在於設定的「針數」! |
※布的花紋:
在參觀過程中,我們發現相同機型上的布料,有著不同的花紋。詢問之下才知道,原來要織出不同花紋的布面,有兩種方法。其一,是使用結構不同的機器(即不同機型),而機器本身即已設定,可以織出特殊的花樣;另一種方式,則是在同一種機器中,將上下兩層的盤頭,依照比例設定不同的針數,在不均勻的針數之下,針數多的一層較密集,針數少的一層較稀疏,則自然而然形成不同的交錯方式,即可織出花紋。而針數差異比例若設定不同,則所織出的花紋自然也有差異。
![]() 圓編課:
圓編課:
另一種針織的機器叫做圓編機,又稱橫編機或緯編機,因為它是以「橫向」的方式織布的。
圓編機由機器本體、針床、線軸架、喂紗系統和下布捲曲系統等等部分組成,織造過程跟經編機有很大差異。
一般而言,經編機的線是以經向(直向)織布,而圓編機則是以橫向織布的方式進行的。由於橫向的紡織原理,原編機織出來的產品,則具有一項與經編機相當不同的特性,就是只要橫向裂開一個小縫,就會整片布整個裂開,例如:絲襪,即是這種紡織原理織造出來的。
圓編機的紡織方式,還有一項不同的特點,就是運作時只需從每個線軸拉出一根線,以橫向的方式紡織,不像經編機是三、四千條線同時紡織的。由於運作時只需要一根線,圓編機所使用的線圈就不需要像經編機那樣,整經成那麼大一個盤頭,而只要將小線圈一個一個排列好,並穿好線,進行紡織即可。若需要不同的兩種材質相加,則直接更換線圈,即可織出加入不同材質的布料。機器下方的下布捲曲系統則以旋轉的方式,防止已織成的布相互纏繞。機器上方同樣有紅外線偵測系統(一個灰色左右移動的方格),是用來偵測線的鬆緊程度,及是否有斷裂的現象。
 |
 |
|
這就是圓編機。機器上方的線軸,和它周圍圍繞的線軸,都是預先掛好,等待使用的紗線。可以發現線軸是未經過整經的,不像經編機擁有那麼大一個盤頭。若需要不同材質混和織造,可以在周圍的架子上,依比例掛上第二種材質的紗線,同時織造。 |
|
 |
 |
|
近距離觀看,會發現圓編機的轉動速度較慢,上方每個線軸也只拉出了一根絲線而已。顧名思義,圓編機以圓形轉動的方式,進行織布,布料的紋理自然而然與經編機不同。因為速度較慢,同樣重量的布,所需的紡織時間也較長。 |
|
 |
 |
|
這是下方的下布捲曲系統。胚布之所以以捲曲、旋轉的方式做最後的收合,主要是為防止布料干預未織好的絲線,使線纏在一起。若織好的布以垂直攤在機器底層,則會越疊越高,不只織成後整理要多花一道工序,也可能對織造過程頻繁造成不必要的干擾。 |
|
 |
 |
|
我們發現圓編機上方有個紅紅的東西,在它前面還有個會左右移動的灰色物體。在好奇心的驅使下,我們毫不猶豫地詢問黃大哥。他告訴我們,照片中灰色、左右移動、旋轉的物體,是要偵測紗線的狀態。例如:鬆緊程度是否改變、紗線是否斷裂等等。若運作過程中能提早偵測到異狀,則能立即使機器的運作停止,排除異常後,在繼續紡織。 |
|
![]() 胚布完成:
胚布完成:

 |
 |
|
一匹布織完後,即被稱為「胚布」,也就是紡織完成,還沒有做任何加工的布料。 但,胚布不一定都是白色的,這一點取決於買進來的原絲的顏色,如右圖,若原絲為紫色,則紡織出來的胚布即為紫色。當然,原絲的顏色也並非先經過染色,而是決定於回收塑料的顏色。部分塑料在製成的過程中,曾經添加染劑將它染色,所以在回收後,才會抽取出非白色的紗線。 |
|
由於時間有限,我們與總經理的會面僅有短短五分鐘而已。並不是總經理事忙,而是我們前面參觀得太久,若太晚回到學校,會耽誤下午的課程。
於是,我們僅針對幾項疑問,向總經理詢問:
Q1:附近企業鏈的結構模式?
總經理:抽絲為力麗集團旗下的力麗、力鵬兩家公司,我們主要向他們進貨,織成胚布以後,再送到像雅昌這類染整廠,去做染色和定型。
Q2:產品的銷售管道如何取得?
總經理:有很多知名大廠都有,大部分都是老客戶下訂單,我們織好以後,就通知他們。
Q3:產品樣式要如何研發?又要如何得知適合市場?
總經理:我們會做市場調查,看最近市場上流行什麼。另外,我們也有研究員,會開發新的配方。但是,大部份都還是以客戶訂單來製造,畢竟客戶的要求反應市場的需求。
Q4:如果紗線沒有用完怎麼辦?
總經理:可以賣給回收場,然後再重新加熱融化,重新抽絲,在製成紗線,所以它是一種很環保的產業。可以回收塑膠再利用,又不會有剩餘的原料。
Q5:為什麼會看到一些已經染好色的布料?
那些是樣本。雖然我們只負責紡織,但是線的材質會影響之後染色的結果,所以布料送出去染好色之後,要送回來給我們。我們會留樣本,那之後客戶下訂單的時候,就可以有樣本作參考。
 |
 |
 |
|
|
最後,以一張大合照來做個小結語。 ※總結及感謝:一直以來,宏諦公司對學校都相當支持,希望藉由教育,能夠改變芳苑地方的社會風氣及生活素質。這幾年,由於學校對學生的教育不斷在改變方法,也經由學生不斷在進步的表現,讓社區對學校的過去印象有所改觀,並且使這個地方的社會風氣為之一變,工業區的發展變得更穩定。因而,這次參訪,宏諦公司的董事長、總經理、副理、研究員等人,真的給予我們很多支持及幫助,對我們的專題貢獻良多。我們也承諾,會用心學習,期望未來能夠將自己所學,回饋給我們的家鄉──芳苑──期望家鄉能夠發展得越來越好。 |
|
你以為與紡織相關的知識這樣就沒了嗎?
想了解更多相關問題,請繼續閱讀「織造Q&A」。
圖片來源:芳苑國中資訊社Smile Forever小組