

各式扳手共有15道製程,其中在銑床製程中,承蒲實業有加以改變。15道製程有哪些?說明如下:
在進行鍛造前要先有鐵材,承蒲實業的鐵材是從他們合作的中心鋼廠直接進線棒,所使用的鋼材是代號6140的鉻釩鋼。
扳手的鍛造是將鋼材的溫度提升到再結晶的溫度以上,再結晶的溫度是指再次產生新結晶的溫度,再將現棒打成扳手的毛胚。
鍛造多是將金屬原料以高溫加熱後再施加壓力以改變金屬原料的形狀。鍛造又因成型用的工具分為自由鍛與模鍛,或因鍛件有無飛邊分為開式鍛造與閉式鍛造。
 |  |
| 600噸生產線 | 500噸生產線 |
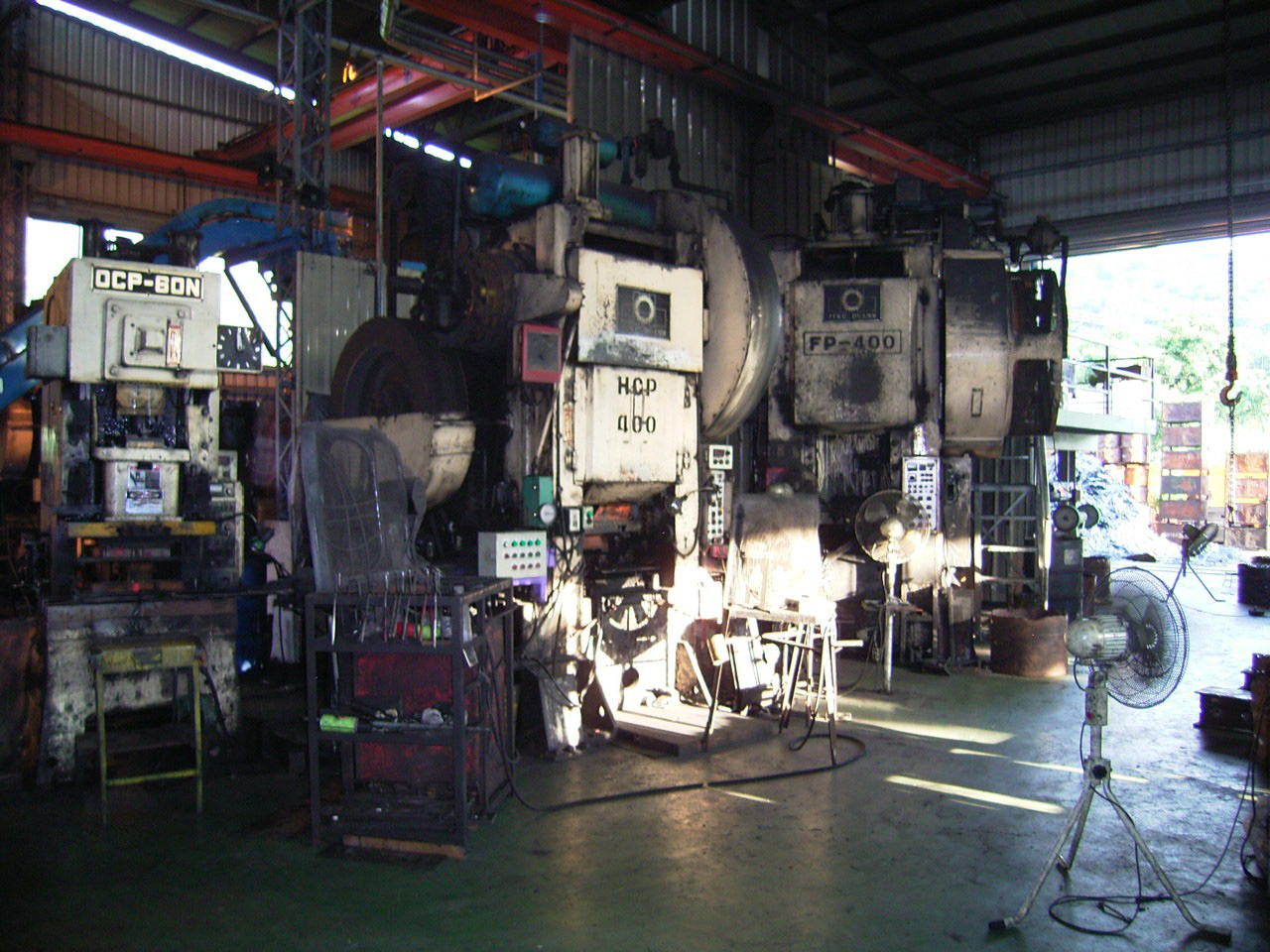 |  |
| 400噸生產線 | 300噸生產線 |
任何原物料在經過高溫加熱後都會產生硬度,扳手的毛胚在經過鍛造後硬度會達到HRC〈鐵材硬度單位〉28~32度,這樣的硬度在後續的加工會造成刀具的磨損,所以得經過退火將毛胚的硬度降到HRC17度。
退火是將扳手毛胚加熱至超過再結晶溫度,並維持此溫度一段時間,再使毛胚慢慢冷卻,以增加柔軟性、延性和韌性。
 |  |
| 退火降低溫度 | 退火降低溫度 |
滾筒加工是為了將扳手毛胚上的氧化皮層磨掉,氧化皮層是因前兩道製程而產生的,氧化皮層的產生不只會影響到產品美觀還會造成後續加工的困難,有時還會降低扳手的耐腐蝕性。
承蒲實業是以六角形的滾筒內放置大石頭與扳手,使兩者進行碰撞摩擦,將扳手表面的氧化皮層磨掉,事實上現在的技術已經能以化學藥劑將氧化皮層腐蝕掉了,但這一方法卻有造成材料斷裂的疑慮。
 |  |
| 六角滾筒 | 六角滾筒 |
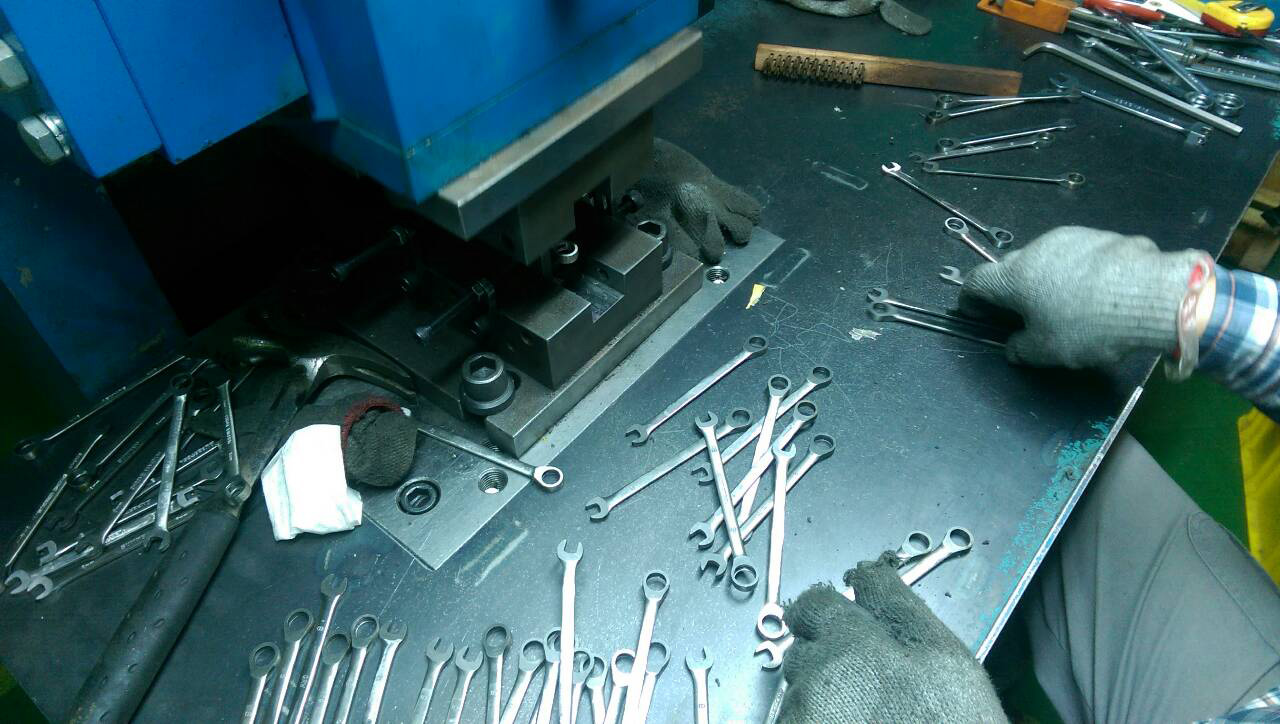
進行這著個步驟的原因是在進行滾筒加工前,扳手上的開口端會有小鐵片鏈住,為了讓扳手不在滾筒加工時因碰撞而凹陷,事先會先保留小鐵片,但碰撞結束後就會將鐵片處理掉。
 |
| 沖鐵片的現場 |
承蒲實業以拉刀將扳手的開口端拉出來,拉刀的尺寸有很多種,承蒲實業擁有從5.5mm至38mm所有尺寸的拉刀刀具。拉刀是安裝於拉床的刀具,拉刀會因拉削內表面或外表面而分為內拉刀和拉刀。拉刀在工作時的運動形式有很多種,分為直線運動、圓周運動、拉刀運動、工件運動或者兩者一起運動,每一種運動都有它的特別之處,但較常見到的是拉刀運動。
 |  |
| 拉刀機使用 | 拉刀機使用 |
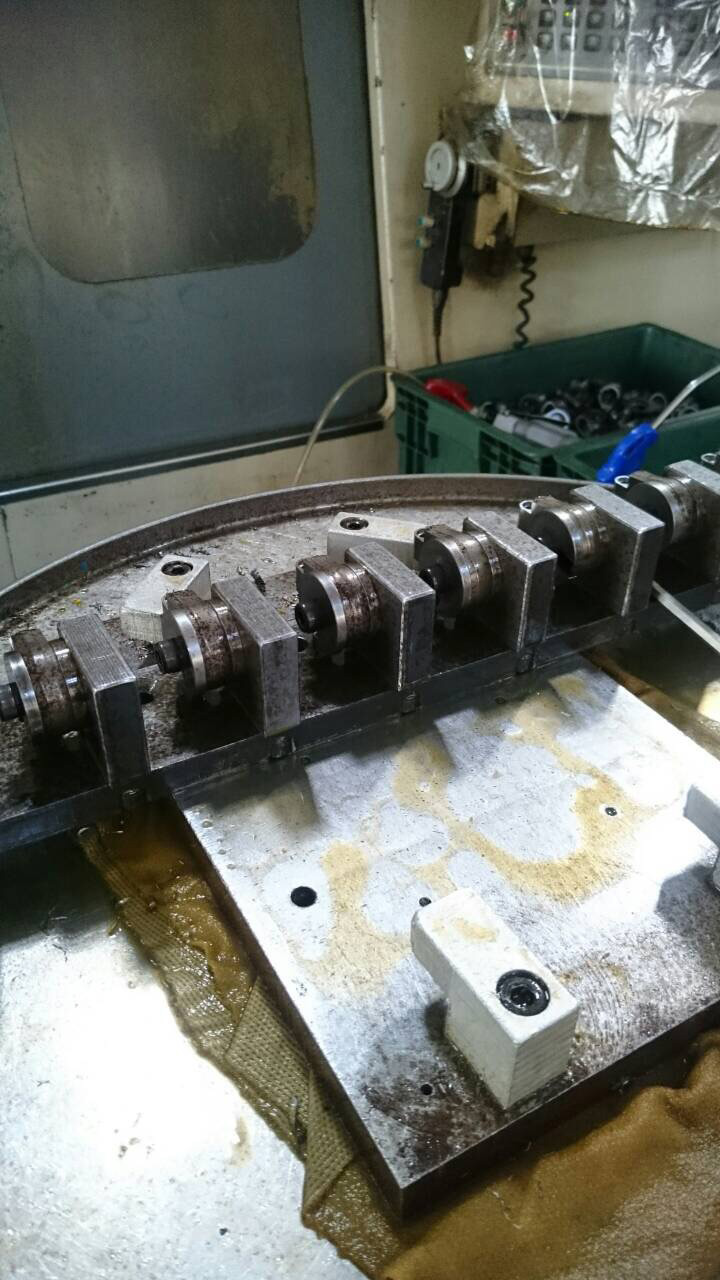
平面研磨是以平面研磨機將工件與研磨盤作相對運轉磨擦,以達到研磨拋光目的,是為了下一個製程而做準備的精密加工,承蒲實業用它把圓端的地方研磨到他們所要的尺寸。
 |
| 扳手表面研磨 |
CNC車床全名電腦數值控制車床,是一種以電腦控制的車床,經過電腦的計算再透過位移控制系統,將資訊傳至驅動器以驅動馬達,來切削加工所設計之零件。
 |  |
| 外觀 | 內部構造 |
銑床是用來切削金屬切削的機床,以銑刀作為刀具加工工件,銑削時,工件裝在工作台上,銑刀作旋轉的切削運動,輔以工作台作進給運動。
CNC銑床
CNC銑床是透過數位訊號驅動銑床進行加工,銑刀由上往下對工件進行銑削工作,並移動工件給切削的工作母機,對於少數或大量生產都是相當經濟的方式。
銑床加工可固定加工件,旋轉刀具一般會做3D或2D的工件,能夠精確的將工作物進行銑平面、銑溝槽等各種不同形狀的加工。
    |
| 銑槽溝 |
拋光是使用物理機械或化學藥品以降低物體表面粗糙度,拋光後的工件表面會呈現光滑,具有良好的反射效果,但工件在拋光後會減少厚度且很容易劃傷,必須使用細絲絨布、天鵝毛和專用清洗劑清潔表面。
 |  |
| 扳手拋光工作情形 | 扳手拋光工作情形 |
將需要的字體模具安裝於油壓機上,向扳手本體施加力量,使模具上的字體或商標成型於扳手本體上的工藝過程。
 |  |
| 扳手壓製過程 | 扳手壓製過程 |
退火其實就是熱處理的一種,熱處理也是將材料加熱到一定的溫度並維持一定的時間後,再使工件降溫,從而達到改善材料的硬度、韌性等一系列性質。
 |  |  |
| 熱處理達一定韌性與硬度 | 熱處理達一定韌性與硬度 | 熱處理達一定韌性與硬度 |
整直是為了將因高溫而彎曲的扳手恢復筆直,整直的好壞全要看上一道熱處理製程是否確實做好,若沒讓扳手擁有一定的硬度、韌性,扳手在整直時就會變得相當困難且危險。
整直時扳手若沒足夠的韌性扳手會因承受不了壓力而斷裂,彈出整直機,這時候的扳手具有一定的硬度,加上它射出時的力量,易造成作業員極大的工作傷害。
 |  |
振動研磨採用螺旋翻滾流動的三次元振動原理,使零件與研磨石相互研磨,從而去除工件表面的毛刺,氧化皮,油污等。根據工件材質及形狀的差異,可選擇不同的研磨石及研磨助劑。
 |  |  |
| 振動研磨機外觀 | 振動研磨機內部 |
電鍍是利用電解的原理將導電體鋪上一層金屬,電鍍物件的美觀性和電流密度大小有關係,電流密度越小,電鍍物件便會越美觀。
 |  |  |
| 電鍍使扳手外表光滑 | ||
棘輪扳手在使用時雖然輕鬆,但是在組裝時卻要十分的細心,棘輪扳手無法以機器來組裝,它只能以人工方式進行組裝,它的每個零組件都很小,對於第一次組裝的人而言,雖然會有些不順手,但只要裝久了,一旦上手就會變得很輕鬆。
 |  |
| 組裝人員 | 組裝人員 |
 |  |
| 包裝線 | 包裝線 |
 |  |
| 實際體驗組裝 | 實際體驗組裝 |